
Spontaneous Coal Combustion Part 2: Chemical Inhibitors

This blog post is part two of a three-part series on spontaneous coal combustion. In this post, we focus on preventative measures and controls, and in the upcoming post we’ll take a look at best practices. Click Here to Read Part 1: A Burning Mystery to review history and research on the topic.
Anyone who has worked with Powder River Basin (PRB) coal knows how susceptible it is to spontaneous combustion. It is not a matter of if it will catch fire, but when. With so many coal-fired power plants switching to PRB coal due to its low-sulfur properties to meet tighter emission regulations, many utilities are facing newer storage and handling challenges, with fires being a primary concern. Thus, early detection and prevention of spontaneous coal combustion is of great value to industry.

What is being done to find a solution to this burning problem?
The industrial revolution was responsible for the coal industry boom in the early 1900s as society was introduced to electricity, new industrial technologies, and a rapid increase in steel demand. Companies were expanding the size of their factories, employing more workers, and using more machinery, marking great progress in mass production. Electric power was rapidly replacing steam power because it was cheaper, faster, and more flexible for factories to operate. This caused a significant spike in coal consumption, leading to more and more documentation of spontaneous coal fires in mines, on trains, and in coal-fired power plants and steel mills.
Early research studies of coal oxidation identified several key parameters that influence the process, such as coal rank, particle size, and surface area, and they showed the influence of moisture on spontaneous heating. It was concluded that coals with high moisture content have pores filled with water that cannot absorb oxygen, making them less likely to spontaneously combust, whereas dried coals will absorb moisture from the environment, releasing the heat of condensation, and increasing critical temperature, making them more susceptible to spontaneous combustion. These learnings have led to several procedural changes and mechanism designs that allow the industry to more safely store, transport, and handle PRB coal, but there is still a lot of room for improvement.
Earliest forms of inhibitors
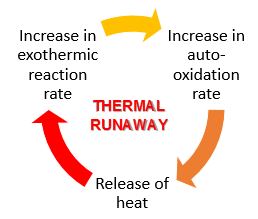
Coal mines, coal trans-loading terminals, coal-fired power plants, and all industries involved in the transport of coal (i.e. rail, barge, and truck) are investing in more research to improve safe handling of the material. Researchers agree oxidation plays a major role in spontaneous combustion, which means it can be prevented through physical or chemical modifications in order to prevent thermal runaway.
Coal is a complex, chemically reactive material. This makes selecting chemical
inhibitors rather challenging. MinTech has been involved in the research and development of spontaneous combustion inhibitors for nearly a decade. We’ve worked alongside other researchers in the industry to test various compounds in an effort to determine the most cost-effective solutions. The incorporation of various inorganic compounds, such as readily available industrial salts, into coal has been found to create several subtle physio-chemical reactions that work in concert to inhibit spontaneous combustion. The general concept is to prevent self-heating of coal by creating an oxidative barrier on the coal surface.
Salts such as sodium chloride, magnesium chloride, calcium chloride, calcium carbonate, sodium phosphate, sodium sulfite, and sodium sulfate improve the thermal stability of coal, reducing the rate of spontaneous combustion. These inhibitors make active oxidation sites inert in three ways:
- They adsorb water from the atmosphere, which blocks active oxidation sites
- They promote polymerization and cross-linking through ester bond formation
- They behave as antioxidants that scavenge free radicals, forming stable oxygenated complexes
Lab studies and field studies have shown a significant correlation between the application of chemical inhibitors and a reduction in spontaneous combustion events. Furthermore, the data supports the treatments not only inhibit spontaneous combustion, but also preserve overall Btu value. There is one drawback, though. These conventional salt-based inhibitors fail to take into account the environmental impact of adding such salts to coal. Chlorides and sulfur are classified as HAPs (Hazardous Air Pollutants) and are tightly regulated by the EPA. The addition of salt-based inhibitors would require coal-fired power plants to add steps to their processes to remove the HAPs in order to maintain compliance, which in turn adds cost.
Fortunately, material handling solutions providers, such as MinTech, have developed environmentally responsible inhibitors that utilize anti-oxidant chemistries (without the salt) to provide the effective spontaneous combustion prevention needed without adding any HAPs that then need to be scrubbed to obtain emissions compliance.
For example, CoalTrol F65 is a full body feed process dust suppressant combined with our spontaneous combustion inhibitor technology. This solution incorporates the technology of our Flame Freeze anti-oxidant chemistry, which directly interrupts the oxidation and combustion process to eliminate spontaneous coal fires. This product can be utilized at all stages of the material handling process to control spontaneous combustion and suppress dust with minimal effect on BTU value, without increasing ash content or increasing NOx, sulfur, chlorides, or other HAPs.
Another example is Mincryl X50, our premier coal pile sealant and bunker sealant, which protects coal from moisture and oxygen exchange, reducing overall heat formation. The solution also keeps the coal from deteriorating, helping maintain BTU values and allowing it to burn more efficiently. Plus, if you’re sealing a storage pile, you have the added benefit of controlling fugitive and windblown coal dust and eliminating pile erosion.
How can inhibitors be used in preventative methods?
Facilities responsible for handling subbituminous coals, such as PRB coal, can apply chemical inhibitors at transfer points to retard spontaneous combustion in trains, on barges, in storage piles, and in coal yards. Inhibitors are sprayed at transfer points to evenly treat the full body of the coal stream as it tumbles down and is spooned onto the next conveyor. This allows for maximum coverage to prevent fires from occurring up to 60 days, depending on the product, application rate, and desired retardation.

One coal fired power plant MinTech treated in Arizona had 1-2 fires in their coal yard every day. Once a full-body treatment program was implemented, treating the coal being unloaded at stackout, the incidents decreased to only one hot spot every 15-20 days. That’s an 85% reduction in the number of coal fires in the coal yard.
If a power plant has a problem with hot spots entering their power plant, the coal can be treated with a two-in-one dust suppression and spontaneous combustion product. The solution is applied as a foam to achieve maximum coverage and to control dust through as many as four transfer points; however, the product will also put out hot spots, reducing the risk of fire, or worse, a dust explosion (especially in bunkers).
With lower demands for coal in the US over the years, many coal-fired power plants end up storing larger volumes of coal, increasing the probability of a spontaneous combustion event. Not only are fires a concern, but so is dust, wet coal, deterioration in coal quality (decreased BTU content), and erosion. A key method of maintaining coal quality is to seal piles against moisture exchange and oxygen. Sealing coal piles helps to control dust, limit erosion, and lengthen the shelf-life of coal by maintaining BTU value.

By applying a coal pile sealant, you can prevent coal oxidation and moisture exchange, lowering the possibility of spontaneous coal fires too. The pile sealant alters the balance of heat generated and encourages the dissipation of heat to prevent heat accumulation and slow the oxidation rate. Pile sealant applications can also be performed on a smaller scale as in-transit rail car topper treatments and barge sealing treatments.
Coal fired power plants for some reason or another may experience an unexpected shutdown. When this happens, coal is left in bunkers inside the plant, which can be problematic since most coal is susceptible to spontaneous combustion. It is typically very difficult to have the coal removed from these bunkers, meaning a fire hazard will be sitting in the facility for an unknown amount of time. Therefore, the best practice is to seal these bunkers with bunker sealants. The idea is similar to coal pile sealing in that it prevents coal oxidation and moisture exchange from occurring, mitigating the risk of a spontaneous coal fire or the formation of hot spots.
How does MinTech stand out in spontaneous combustion inhibition?
Since its inception in 1998, MinTech has worked alongside mining, rail, steel, and power industries developing new solutions and best practices for managing spontaneous coal fires. The R&D team, headquartered in Atlanta, GA, has been working to advance chemical inhibitor research and coal pile management to control spontaneous fires and maintain coal quality.
Through our work designing customized treatment programs relevant to our customers’ unique projects, we came across a need for combination treatments that would solve more than one issue with a single solution. We now offer several “two-in-one” dust control and spontaneous combustion inhibitors and even “three-in-one” dust control, freeze conditioning, and spontaneous combustion inhibitor treatment solutions. These dynamic products allow for a single application system to apply a single chemical to achieve multiple goals. This is attractive to existing operations because MinTech can utilize current dust suppression spray systems and simply make minor modifications to make them suitable for applying a multi-functional product. It’s also attractive to new operations as they are able to reduce the footprint required for dust suppression, freeze conditioning, and spontaneous combustion inhibition by half or even two-thirds.
MinTech’s recipe of quality products, high-performance equipment, and full-service installation, operation, and service has provided customers peace of mind when it comes to handling coals susceptible to spontaneous combustion. If you’re interested in learning more about how we can help you, contact us.

